

Наше оборудование
Спектральный анализ
Спектрометр рентгено-флюоресцентный
Тип: Niton XL2-980
Изготовитель: Thermo Scientific Portable Analytical Instruments
Вес в рабочем состоянии примерно -1,6 кг
Габаритные размеры 256х275х99 мм.
Окно измерения Ф1,3 см.
Детектор: твердотельный Si-PIN
Начальное разрешение не более 195 эВ.
Термоэлектронное охлаждение на основе эффекта Пелтье (peltier)

Радиографический контроль
Автоматическая проявочная машина - для проявки и сушки рентгеновской пленки.
Тип: MM NDT FE 220V/50HZ
Изготовитель: «AFP IMAGING» США
Производительность
80 пленок в час
Время обработки от 5 до 10 мин
Температура проявки от 28 до 30 ºС
Температура сушки от 35 до 50 оС

Радиографический контроль
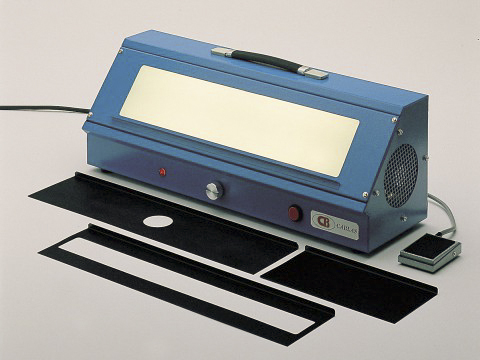
Негатоскоп - расшифровка радиографических снимков
Тип: DF-2D55
Изготовитель: «KYUNG DO Enterprise»
Корея
Максимальная яркость экрана 130.000 lux
Размер светящегося экрана 100х480 мм
Вес 10 кг

Магнитопорошковый метод контроля
Электромагнит Magnaflux
Тип: YOKE Y6 / YOKE Y7 / YOKE Y8
Изготовитель: «KYUNG DO Enterprise» Корея
Универсальный, мощный электромагнит MAGNAFLUX Y7 обеспечивает наведение устойчивого магнитного поля как переменного тока, для выявления поверхностных дефектов, так и импульсное поле постоянного тока для выявления поверхностных и подповерхностных дефектов при магнитопорошковом контроле.
Максимальная подъемная сила 18,1 кг

Магнитопорошковый метод контроля
Портативный универсальный электромагнит
Тип: РМ-5
Изготовитель: «КРОПУС»
Россия
Обеспечивает возбуждение как переменного магнитного поля от сети 220В 50Гц, так и постоянного магнитного поля при питании от штатного источника AL-18
Максимальная подъемная сила 18,1 кг

Радиографический контроль
Дозиметр микропроцессорный
ДКГ- РМ1203
Россия
ООО «Полимастер»
Малогабаритный дозиметр для контроля радиационной обстановки.
Диапазон измерений СИ: МЭД - от 0,1 до 2000 мкЗв/ч; ЭД - от 0,01 до 9999 мЗв
Погрешность: МЭД - ±(15+А1/Н+А2+Н) %; ЭД - ±20 %

Ультразвуковой контроль
Универсальный ультразвуковой дефектоскоп УСД-50
Россия
НПЦ «Кропус»
Диапазон измерений СИ: толщины изделия, глубины и координат залегания дефектов стали при скорости УЗК 5950м/сот 0 до 2900 мм; диапазон измерения временных интервалов - 0,025; 0,050; 0,100 мкс.
Погрешность: абсолютное измерение толщины изделия, глубины и координат залегания дефектов - ±(0,1+0,05*S) мм

Испытание на твердость
Твердомеры портативные ультразвуковые ТКМ-459М
Россия
ООО «НПП Машпроект»
Диапазон измерений СИ: по Роквеллу от 20 до 70 HRC;
по Бринеллю от 90 до 450 HB;
по Виккерсу от 240 до 940 VH.
Абсолютная погрешность:
по Роквеллу ±2 НRC;
по Бринеллю±10 HB; ±15 HB; ±20 HB;
по Виккерсу ±15 VH; ±20 VH; ±25 VH

Испытание на твердость
Твердомер портативный ультразвуковой МIC 10
Россия
ООО «Центр МЕТ»
Преобразователь
MIC 205 №4849
Диапазон измерений СИ:
по шкале Виккерса от 20,0 до 1740,0 HV;
по шкале Роквелла от 41,0 до 105,0 HRB;
по шкале Бринелля от 20,3 до 68,0 HB
Относительная погрешность: ±3,6%

Радиографический контроль
Прибор комбинированный ТКА-ПКМ
Россия
ООО «НТП ТКА»
Диапазон измерений СИ: относит. влажности: от 20 % до 90 %; темпер.: от 0 °C до 25 °C, от 15 °C до 40 °C.
Абсолютная погрешность: температуры - ±0,2 °C; влажности от 5% до 7%;

Испытания на содержание ферритной фазы
МВП-2М - это экспертный инструмент для решения различных задач вихретокового (электромагнитно-индукционного) метода контроля, в зависимости от подключенного к нему преобразователя. Инструмент предназначен для использования в качестве: магнитного индукционного ферритометра для измерения содержания ферритной фазы в изделиях из сталей аустенитного и перлитного классов, измерителя проводимости - для определения удельной электропроводности различных цветных металлов и их сплавов, толщиномера - для измерения толщины защитных и декоративных покрытий, наносимых на токопроводящий материал.
Диапазон измерений толщины покрытий для преобразователя М120, Н120 от 0 до 2 мм, для преобразователя М150, Н150 от 0,1 до 5 мм,
Предел допускаемой основной погрешности: ±0,05 (1+Хфи),где Хфи-измеренное значение ферритной фразы, %.
Радиографический контроль
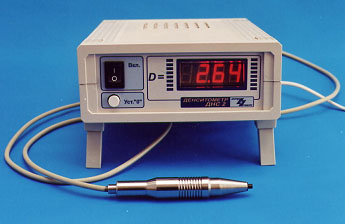
Денситометр ДНС-2
Россия, Екатеринбург
АО НПО «Инстротест»
Диапазон измерений диффузной оптической плотности при яркости экран источника света 70000±20000 кд/м2, от 0,01 до 4,00 Б. Погрешность: ±(0,02 Di +0.02) в диапазоне 0,01 /2,00 Б ±(0,03 Di+0,02) в диапазоне 2,00/4,00 Б.

Прибор для измерения плотности и влаги на поверхности
Troxler - самый многоцелевой измеритель плотности и влажности.
Основные метрологические характеристики: диапазон измерений плотности, кг/дм3от 1100 до 2700; - относительная погрешность измерений плотности, %± 1; - диапазон измерений влажности, %от 0 до 100; - абсолютная погрешность измерений влажности, %± 2.

Радиографический контроль
Переносные рентгеновские аппараты ERESCO MF4 предназначены для надежной работы в тяжелых условиях. Экономичное потребление электроэнергии позволяет использовать аппараты ERESCO MF4 с малогабаритными устройствами электроснабжения. Специализированные электронные решения энергообеспечения позволяют применять аппараты ERESCO MF4 в полевых условиях и в кроулерах. Аппараты ERESCO MF4 генерируют рентгеновское излучение высокой интенсивности, что позволяет снизить время экспозиции. Напряжение, регулируемое с дискретностью 1 кВ – 5-300кВ. (в зависимости от блока излучателя)
Ток, регулируемый с дискретностью 0,1 мА 0,5-10 мА (в зависимости от блока излучателя). Время экспозиции, регулируемое с дискретностью 0,1 мин или 1 с от 1 до 5994 сек. (индикация специсполнения 99м./99с.)

Радиографический контроль
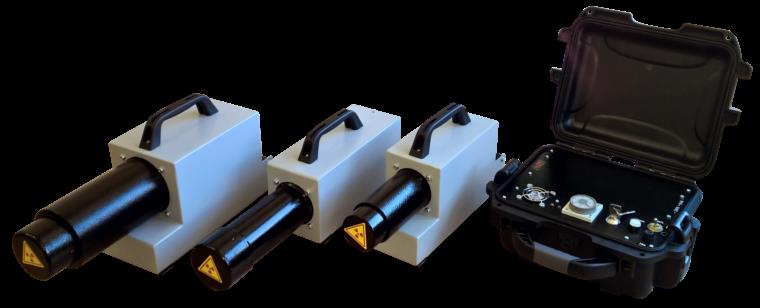
АРИОН. Рентген-аппарат предназначен для неразрушающего контроля промышленных изделий методом рентгеновской дефектоскопии в нестационарных условиях.
Рабочее напряжение на аноде рентгеновской трубки, кВ, не менее 300
Просвечиваемая толщина стали (фокусное расстояние 500мм., пленка РТ-1 + УПВ-2, плотность 2,0), мм
-рекомендованный режим 1500 имп: 30
-максимальный режим 5000 имп: 50
Длительность рентгеновского импульса на полувысоте амплитуды, нс 2
Экспозиционная доза рентгеновского излучения на расстоянии 0,5м от торца аппарата за 100 импульсов, мР, не менее 90
Диаметр фокусного пятна, мм 2.3
Гарантийный ресурс аппарата, импульсов, не менее 500000
Частота следования импульсов, Гц, при питании от сети переменного тока 220 В 10
Потребляемая мощность, Вт, не более 200
Габаритные размеры высоковольтного блока, м 400х77х 110
Габаритные размеры пульта управления, мм 150x255x95
Масса высоковольтного блока, кг 3,2
Масса пульта управления, кг1.2
Диапазон рабочих температур, °С от -35 до +50
Радиографический контроль
Портативные импульсные рентгеновские аппараты серии АРИНА предназначены для использования в качестве источника рентгеновского излучения при неразрушающем контроле материалов методом рентгенографии.
«Арина-7» предназначен для направленного и панорамного просвечивания объектов. Просвечиваемая толщина по стали — 40 мм. Рабочее напряжение анода на рентгеновской трубке — 250 кВ.
Аппарат используют при контроле качества сварных швов трубопроводов, металлических сварных конструкций, листовых и профильных изделий, а также отливок и поковок из цветных и чёрных металлов.
«Арина-7» состоит из рентгеновского моноблока и выносного пульта управления. Они соединяются кабелем длиной 20 м, что страхует оператора от облучения.
АРИНА-9 используется металлокерамическая трубка, рассчитанная на работу с импульсным напряжением порядка 300 кВ и на большую мощность, разработаны новый разрядник-обостритель и первичный коммутатор.
Лабораторные испытания показали, что Арина-9 при использовании плёнки F8 и флуорометаллических экранов RCF способен просвечивать сталь толщиной 40 мм с фокусного расстояния 1500 мм за 5 минут. Следовательно за 15 минут может быть проконтролирован круговой шов трубопровода 1420 мм. Время непрерывной работы аппарата составляет около 30 минут.

Радиографический контроль
Серия переносных рентгеновских аппаратов РПД-200С также представлена моделями с боковым и панорамным выходом излучения. Аналогично аппаратам для стандартных температур, моноблоки рентгеновских аппаратов серии РПД200С работают в режиме с постоянным регулируемым анодным напряжением и током рентгеновской трубки.
Управление работой рентгеновского аппарата РПД 200С осуществляется по стандартному последовательному интерфейсу от карманного пульта дистанционного управления с простым и удобным в использовании алгоритмом работы и четырехстрочным ярко светящимся текстовым дисплеем. Пульт подключается к блоку питания и управления гибким тонким кабелем произвольной длины.
Максимальная потребляемая мощность, 1400 Вт
Максимальная мощность на аноде, 1000 Вт
Диапазон рабочих температур, от -10°С до +40°С

Капиллярный контроль
Цветная дефектоскопия предназначена для выявления невидимых или плохо видимых невооруженным глазом поверхностных и сквозных дефектов (непровары, раковины, поры, трещины, межкристаллическая коррозия, свищи и т.д.) сварного шва, определения их расположения, протяженности и ориентации по поверхности.
Метод цветной капиллярной дефектоскопии (ЦКД) широко применяют для контроля качества сварных соединений, выявления усталостной трещины, коррозий и других поверхностных повреждений конструкций.
Он состоит в заполнении полостей поверхностных дефектов ярко окрашенным проникающим веществом – пенетрантом, и последующем извлечении его уже со следами дефектов, которые регистрируются визуально.
Цветная дефектоскопия применяется при контроле изделий любых размеров и форм. Для некоторых материалов и изделий этот метод является единственным для определения пригодности деталей или установок к работе.

Визуальный метод контроля
Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10 х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп до 7 х. В сомнительных случаях и при техническом диагностировании допускается применение луп с увеличением до 20 х. Перед проведением визуального контроля поверхность в зоне контроля должна быть очищена от ржавчины, окалины, грязи, краски, масла, брызг металла, и других загрязнений, препятствующих осмотру.
При Визуально-Измерительном Контроле сварных швов зоной контроля является сварной шов и прилегающие к нему участки основного металла на ширине не менее 20 мм в каждую сторону от шва с двух поверхностей, если обе они доступны для осмотра. Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть устранены до проведения контроля другими методами.

Дефектоскоп на фазированных решетках
Второе поколение дефектоскопов на фазированных решетках OmniScan MX2 отличается улучшенной эффективностью обнаружения разнородных дефектов металла и композитных материалов. Дефектоскоп OmniScan MX2 совместим с различными ФР-модулями: с предыдущими, текущими и будущими моделями. Усовершенствованная платформа для ФР-тестирования позволяет проводить неразрушающий контроль с использованием новых методов. Тысячи дефектоскопов Olympus нашли применение по всему миру. Дефектоскоп OmniScan MX2 обеспечивает высокую скорость сбора данных. Новые программные функции объединены в одной портативной системе с модульной конструкцией. Это позволяет эффективно выполнять контроль как в ручном, так и в автоматическом режиме. Дефектоскоп на фазированных решетках OmniScan MX2 — это важная часть всей системы контроля качества сварных швов.

Радиографический контроль
Рентгеновский аппарат серии РПД-200 С предназначен для проведения контроля качества сварных соединений трубопроводов, листовых и профильных металлических конструкций в цеховых и полевых условиях.
Легкий вес и микропроцессорное управление аппаратов обеспечивают удобство и эффективность их применения. Моноблок представляет собой алюминиевый цилиндрический блок, заполненный трансформаторным маслом, в котором находится рентгеновская трубка и мощный высокочастотный источник высокого напряжения. Радиатор анода рентгеновской трубки охлаждается вентилятором.Моноблок работает в режиме с постоянным регулируемым анодным напряжением и током рентгеновской трубки. Высокая надежность оборудования обеспечивается наличием режимов автоматической тренировки рентгеновской трубки, самодиагностики и всех необходимых электронных защит. Режим работы аппаратов: повторно-кратковременный. Максимальное время непрерывной работы от «холодного» состояния до отключения аппарата по перегреву на максимальной мощности составляет порядка 30 минут, в зависимости от температуры окружающей среды.

Арина-7 предназначен для направленного и панорамного просвечивания объектов. Просвечиваемая толщина по стали — 40 мм. Рабочее напряжение анода на рентгеновской трубке — 250 кВ.
Аппарат используют при контроле качества сварных швов трубопроводов, металлических сварных конструкций, листовых и профильных изделий, а также отливок и поковок из цветных и чёрных металлов.
«Арина-7» состоит из рентгеновского моноблока и выносного пульта управления. Они соединяются кабелем длиной 20 м, что страхует оператора от облучения.
АРИНА-9 используется металлокерамическая трубка, рассчитанная на работу с импульсным напряжением порядка 300 кВ и на большую мощность, разработаны новый разрядник-обостритель и первичный коммутатор.Лабораторные испытания показали, что Арина-9 при использовании плёнки F8 и флуорометаллических экранов RCF способен просвечивать сталь толщиной 40 мм с фокусного расстояния 1500 мм за 5 минут. Следовательно за 15 минут может быть проконтролирован круговой шов трубопровода 1420 мм. Время непрерывной работы аппарата составляет около 30 минут.
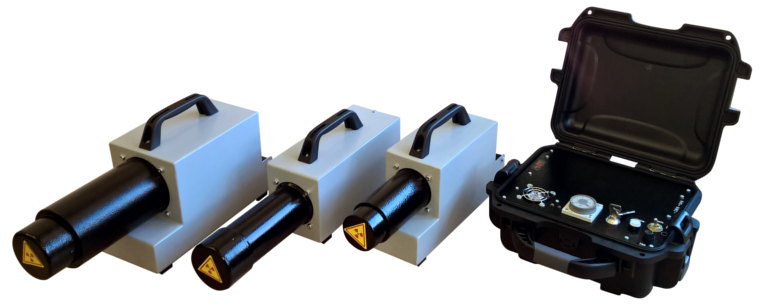
АРИОН-300 используется в качестве импульсного источника рентгеновского излучения для проведения неразрушающего контроля изделий из металлов и сплавов. Благодаря компактному исполнению и просвечивающей способности, достаточной для контроля толщин до 60 мм *, аппарат успешно используется в полевых условиях для выполнения проверки качества сварных швов резервуаров, кольцевых стыковых соединений трубопроводов, швов приварки врезок и отводов основной трубы, на ответственных участках радиографического контроля, где требуется быстрый и достоверный результат.Промышленный рентгеновский дефектоскоп АРИОН-300 позволяет производить макроструктурный анализ сварных соединений объекта контроля радиографическим методом, определять нарушения целостности структуры изделий, которые невозможно выявить при визуальном осмотре во время их производства, эксплуатации или ремонта. При помощи данного метода с использованием АРИОНа 300 определяются дефекты следующего характера: канальные и сферические поры, шлаковые включения, непровары и межслойные несплавления, волосовины, трещины и разрывы, подрезы, смещения кромок и прочие нарушения геометрии сварных швов.Рентгеновский дефектоскоп АРИОН-400, представляет собой мобильный источник ионизирующего излучения импульсного действия, применяемый для контроля качества промышленных изделий рентгенографическим способом. Прибор с номинальным напряжением на рентгеновской трубке 400 кВ входит в линейку облегчённых рентгенаппаратов производства компании "АРИОН" - российского разработчика оборудования для рентгеновского контроля в промышленности.
АРИОН 400 - мощный, лёгкий, компактный и простой в управлении рентгеновский аппарат. При проведении неразрушающего контроля в условиях ограниченного пространства, АРИОН-400 является подходящей альтернативой более громоздким и тяжелым источникам излучения постоянного напряжения.

ERESCO
Переносные рентгеновские аппараты ERESCO MF4 предназначены для надежной работы в тяжелых условиях. Экономичное потребление электроэнергии позволяет использовать аппараты ERESCO MF4 с малогабаритными устройствами электроснабжения. Специализированные электронные решения энергообеспечения позволяют применять аппараты ERESCO MF4 в полевых условиях и в кроулерах. Аппараты ERESCO MF4 генерируют рентгеновское излучение высокой интенсивности, что позволяет снизить время экспозиции. Напряжение, регулируемое с дискретностью 1 кВ – 5-300кВ. (в зависимости от блока излучателя)

Raycraft
Не зависимо от геометрии излучения, оснащаются как стеклянными, так и керамическими колбами. Высоковольтная часть рентгеновского генератора имеет газовую изоляцию SF6. Используется воздушное принудительное охлаждение. Рабочий диапазон напряжения рентгеновских аппаратов: от 100 кВ до 350 кВ, ток 5 мА. Максимальная толщина стали, доступная при рентгенографии на пленку: до 60 мм. Рентгеновские аппараты постоянного действия широко используются в сфере неразрушающего контроля. Для удобства эксплуатации в пульте управления используется простой и понятный интерфейс. Благодаря быстросъемным разъемам, подготовка к работе не займет у вас много времени, а компактные размеры оборудования позволят использовать его в труднодоступных местах. Рентгеновский генератор RayCraft оснащен V-образными защитными кольцами, которые позволяют удобно и просто фиксировать на трубе при проведении контроля сварного соединения. Высокая надежность оборудования позволяет использовать его не только на заводах, но и на объектах строительства трубопровода в суровых условиях нашего климата.

Автоматическая проявочная машина - для проявки и сушки рентгеновской пленки.
XR24NDT- для проявки промышленной рентгеновской пленкишириной не более 24 см в небольших количествах при мобильном применении. Проявочная машина XR 24 используются на участках, где необходим быстрый результат в сочетании с хорошим качеством. Устройство загрузки пленок на свету позволяет работать в полевых условиях при дневном свете. Данная модель особенно удобна для применения в составе передвижных лабораторий.

Негатаскоп- расшифровка радиографических снимков
Негатоскоп светодиодный ГЕЛИОС XRS 100/400 предназначен для просмотра радиографических снимков с оптической плотностью до 4,34 Б.
Негатоскоп имеет настольное исполнение, удобен в работе и отличается современным дизайном. Доступны два уровня свечения: дежурный (режим ожидания) и просмотровый (яркий). Регулировка яркости и переключение режимов осуществляется комбинированной многофункциональной ручкой управления. Для удобства работы предусмотрено переключение режимов с помощью педали.
Денситометр ДНС-2 измереняет диффузную оптическую плотность черно-белых фотоматериалов на прозрачной подложке и радиографических снимков. Определяет оптическую плотность до 4,00 Б.
Не требует использования корректирующих мер оптической плотности для разных типов плёнки. допустимая абсолютная погрешность составляет 0,03 Б.

Дозиметр микропроцессорный ДКГ-РМ1203 представляет собой простой и надежный прибор для непрерывного измерения амбиентной эквивалентной дозы (ЭД) и мощности амбиентной эквивалентной дозы (МЭД) гамма-излучения. Также в приборе доступны функции измерения времени накопления ЭД, записи в память и передачи в ПК истории измерений, индикации текущей даты и времени на ЖКИ-дисплее. Дозиметр ДКГ-РМ1203 обладает высокой чувствительностью, что позволяет фиксировать даже незначительные изменения естественного радиационного фона.
Дозиметр индивидуальный рентгеновского и гамма-излучения ДКГ-РМ1621 -является незаменимым решением для обеспечения радиационной безопасности персонала и предназначен для измерения индивидуального эквивалента дозы (ЭД) и мощности индивидуального эквивалента дозы (МЭД) рентгеновского и гамма-излучений. Прибор может быть рекомендован для сотрудников радиологических и изотопных лабораторий, медицинских и аварийно-спасательных служб, а также для применения в тех отраслях промышленности, где используются ядерно-технические установки и источники ионизирующих излучений.

Люксметр ТКА-ПКМ
Прибор предназначен для измерения освещённости, создаваемой различными произвольно пространственно расположенными источниками. Дополнительно реализован вывод информации на порт USB, данные передаются только с прибора на ПК. Скорость обновления информации с прибора составляет три измерения в сек.

D4/D7 NIF,VACUPAC
Рентгеновская пленка Agfa Structurix D7 NIF (100 листов) - плёнка с мелкозернистой структурой, высоким контрастом, обладающая очень высокой чувствительностью. Пленка AGFA Structurix D7 может использоваться со свинцовыми экранами или без них. При экспонировании со свинцовым экраном необходимо использовать рентгеновское или γ-излучение.
Рентгеновская пленка Agfa Structurix D7 NIF (100 листов) применяется для контроля композиционных материалов, литых деталей и сварных швов. Рекомендована к применению в оборонной, аэрокосмической и авиационной промышленности.

WCP-2/7HF/SKD-S2/SKL-SP2/SKC-S
Цветная дефектоскопия предназначена для выявления невидимых или плохо видимых невооруженным глазом поверхностных и сквозных дефектов (непровары, раковины, поры, трещины, межкристаллическая коррозия, свищи и т.д.) сварного шва, определения их расположения, протяженности и ориентации по поверхности.
Метод цветной капиллярной дефектоскопии (ЦКД) широко применяют для контроля качества сварных соединений, выявления усталостной трещины, коррозий и других поверхностных повреждений конструкций.
Он состоит в заполнении полостей поверхностных дефектов ярко окрашенным проникающим веществом – пенетрантом, и последующем извлечении его уже со следами дефектов, которые регистрируются визуально.
Цветная дефектоскопия применяется при контроле изделий любых размеров и форм. Для некоторых материалов и изделий этот метод является единственным для определения пригодности деталей или установок к работе.

Developer/Fixer
Рекомендации по разведению концентрата проявителя G135 для машинной обработки пленки.
Рекомендации по разведению концентрата фиксажа G335 для машинной обработки пленки (в соответствии с пиктограммами, расположенными на канистрах).

Прибор для измерения плотности и влаги на поверхности
Troxler - самый многоцелевой измеритель плотности и влажности.
Основные метрологические характеристики: диапазон измерений плотности, кг/дм3от 1100 до 2700; - относительная погрешность измерений плотности, %± 1; - диапазон измерений влажности, %от 0 до 100; - абсолютная погрешность измерений влажности, %± 2.

Ультразвуковой контроль
УСД-50
Универсальный ультразвуковой дефектоскоп с цветной TFT матрицей 640х480 и великолепным быстродействием - это наилучший выбор для неразрушающего экспертного контроля сварных соединений и основного металла. Мощный, легкий и портативный (масса всего 2 кг с аккумулятором), в эргономичном ударопрочном корпусе из ABS пластика, прибор устанавливает новый стандарт для современных ультразвуковых приборов ручного неразрушающего контроля. Ультразвуковой дефектоскоп УСД-50 позволяет измерять толщину изделий с большой точностью, выводить сигнал в виде А- и B-сканов и обладает всеми функциями по документированию результатов УЗ контроля.

OmniScan MX2
Второе поколение дефектоскопов на фазированных решетках OmniScan MX2 отличается улучшенной эффективностью обнаружения разнородных дефектов металла и композитных материалов. Дефектоскоп OmniScan MX2 совместим с различными ФР-модулями: с предыдущими, текущими и будущими моделями. Усовершенствованная платформа для ФР-тестирования позволяет проводить неразрушающий контроль с использованием новых методов. Тысячи дефектоскопов Olympus нашли применение по всему миру. Дефектоскоп OmniScan MX2 обеспечивает высокую скорость сбора данных. Новые программные функции объединены в одной портативной системе с модульной конструкцией. Это позволяет эффективно выполнять контроль как в ручном, так и в автоматическом режиме. Дефектоскоп на фазированных решетках OmniScan MX2 — это важная часть всей системы контроля качества сварных швов

Магнитопорошковый метод контроля
Magnetic Yoke Y6/Y7/Y8
Универсальный, мощный электромагнит MAGNAFLUX Y7 обеспечивает наведение устойчивого магнитного поля как переменного тока, для выявления поверхностных дефектов, так и импульсное поле постоянного тока для выявления поверхностных и подповерхностных дефектов при магнитопорошковом контроле.
Максимальная подъемная сила 18,1 кг

Портативный универсальный электромагнит
РМ-5
Обеспечивает возбуждение как переменного магнитного поля от сети 220В 50Гц, так и постоянного магнитного поля при питании от штатного источника AL-18
Максимальная подъемная сила 18,1 кг

Твердометрический метод контроля
Твердомеры портативные ультразвуковые ТКМ-459М
Высокоточный надежный прибор для оперативного измерения твердости металлов, в т. ч. поверхностноупрочненных слоев (цементация, азотирование, закалка ТВЧ и др.), гальванических покрытий (хром), оценки механической прочности.

МIC 10- это самый компактный и легкий из твердомеров для экспресс-анализа, работающих по UCI-методу, причем результаты измерения не зависят от пространственного положения зонда, даже в случае измерения на потолочной поверхности. Может быть использован для измерения твердости изделий из мелкозернистых материалов практически любой формы и размера, особенно при локальном исследовании свойств материала. С ним могут быть использованы различные измерительные зонды с разной длиной стержней, что позволяет проводить измерения на изделиях сложной геометрической формы.

Ультразвуковой твердомер металлов Константа ТУ. Работает со сменными преобразователями: УЗДТ-50Н, УЗДТ-10Н, УЗДТ-100Н.
Портативный ультразвуковой твердомер Константа ТУ с набором сменных преобразователей (датчиков) предназначен для измерения твердости и временного сопротивления σ в (предел прочности) конструкционных, углеродистых и низколегированных сталей, чугунов, нержавеющих и высоколегированных сталей, цветных металлов. По принципу действия твердомер реализует метод ультразвукового контактного импеданса (UCI – Ultrasonic Contact Impedance).

Визуальный метод контроля
Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10 х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп до 7 х. В сомнительных случаях и при техническом диагностировании допускается применение луп с увеличением до 20 х. Перед проведением визуального контроля поверхность в зоне контроля должна быть очищена от ржавчины, окалины, грязи, краски, масла, брызг металла, и других загрязнений, препятствующих осмотру.
При Визуально-Измерительном Контроле сварных швов зоной контроля является сварной шов и прилегающие к нему участки основного металла на ширине не менее 20 мм в каждую сторону от шва с двух поверхностей, если обе они доступны для осмотра. Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть устранены до проведения контроля другими методами.

Спектральный анализ
Спектрометр рентгено-флюоресцентный-один из современных спектроскопических методов исследования вещества с целью получения его элементного состава, то есть его элементного анализа. С помощью него могут быть найдены различные элементы от бериллия (Be) до урана (U). Метод РФА основан на сборе и последующем анализе спектра, возникающего при облучении исследуемого материала рентгеновским излучением. При взаимодействии с высокоэнергетичными фотонами атомы вещества переходят в возбуждённое состояние, что проявляется в виде перехода электронов с нижних орбиталей на более высокие энергетические уровни вплоть до ионизации атома.
